Reljefu metāla kompozītmateriālu ārējo paneļu ražošanas līnija

Īss apraksts:
Reljefu metāla kompozītmateriālu ārējo paneļu ražošanas līnija ir jauna tipa videi draudzīgu vieglo būvmateriālu ražošana, kas šobrīd ir populāri pasaulē.un dekoratīvie sienu paneļi uz poliuretāna putu bāzes.Tas var ražot ugunsdrošus siltumizolācijas dekoratīvos sienu paneļus ar tērauda plāksni uz virsmas.vidū poliuretāns.un alumīnija folija vai tērauda plāksne apakšā.
Produkta informācija
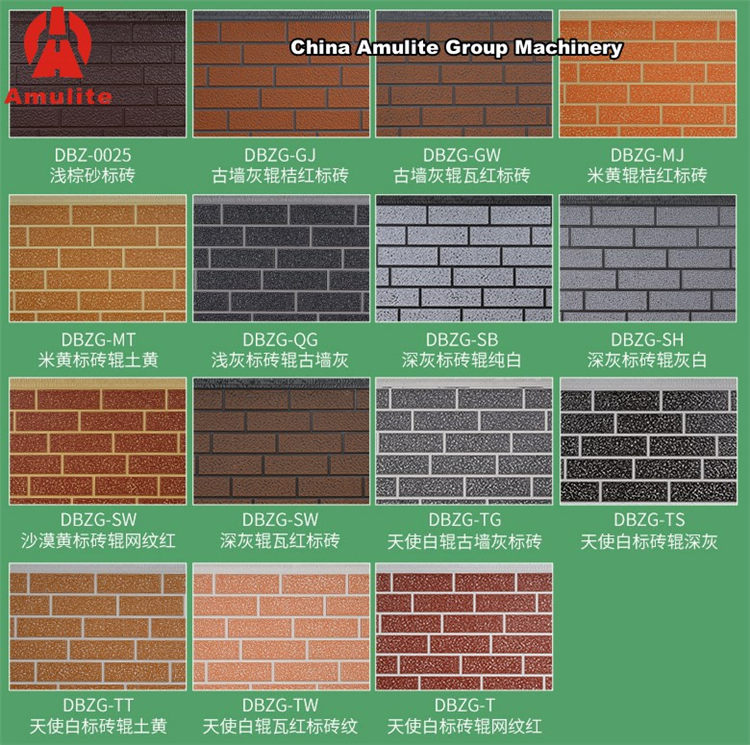
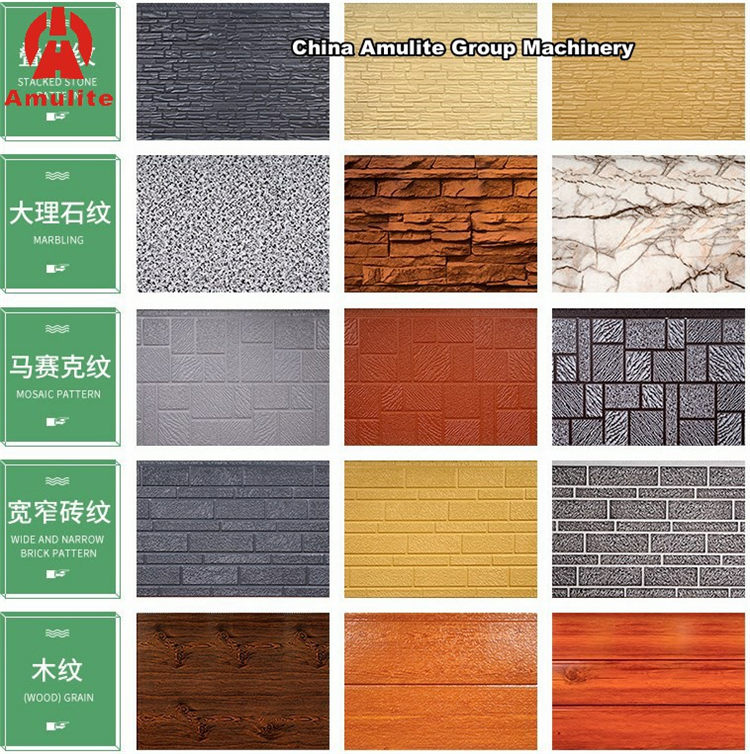
Produktu etiķetes
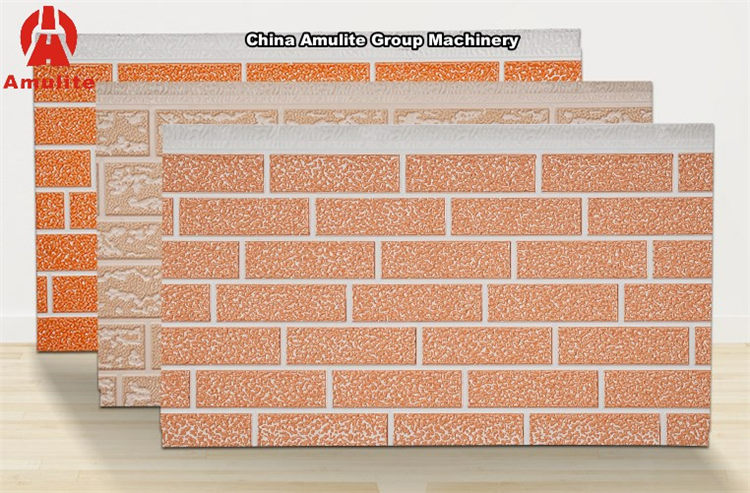
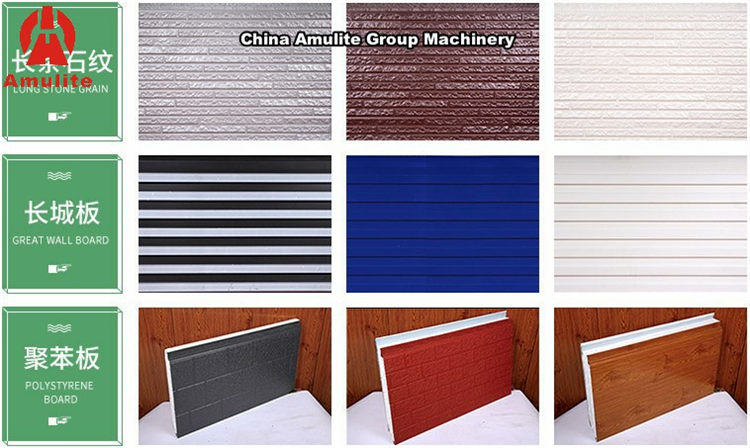
1. Sienas paneļa ievads
Reljefu metāla kompozītmateriālu ārējo paneļu ražošanas līnija ir jauna tipa videi draudzīgu vieglo būvmateriālu ražošana, kas šobrīd ir populāri pasaulē.un dekoratīvie sienu paneļi uz poliuretāna putu bāzes.Tas var ražot ugunsdrošus siltumizolācijas dekoratīvos sienu paneļus ar tērauda plāksni uz virsmas.vidū poliuretāns.un alumīnija folija vai tērauda plāksne apakšā.Produktu galvenās pielietojuma jomas: veco ēku renovācija.augstas klases villu dzīvokļi.villas.viesnīcas.vieglās tērauda konstrukcijas.mobilās mājas.lauku mājas.lielie iepirkšanās centri.rūpnīcu iekšējās un ārsienas.utt.

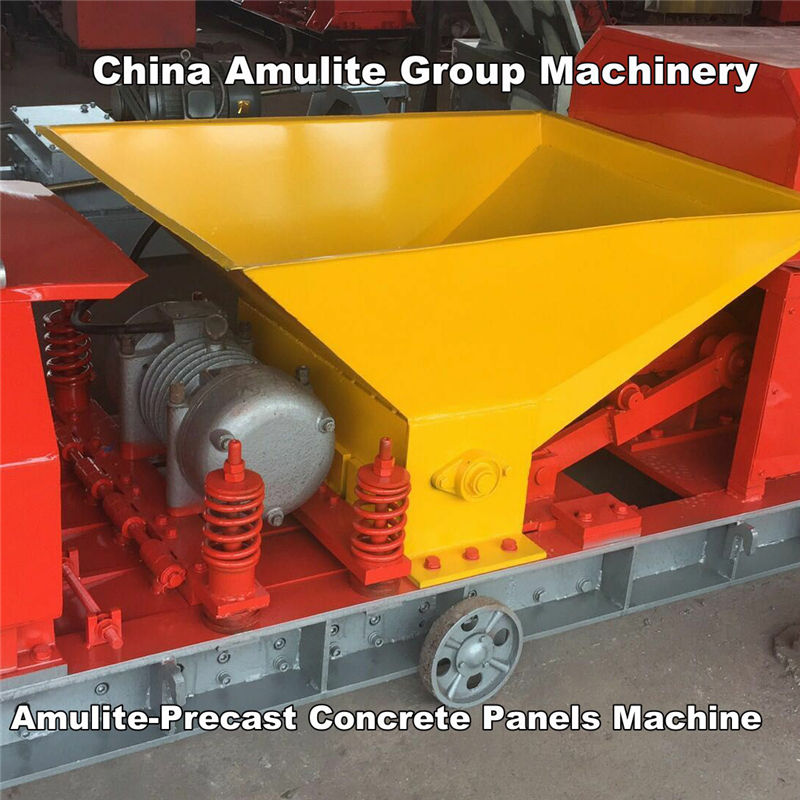
2. Iekārtas sastāvs
Reljefu metāla kompozītmateriālu ārējo paneļu ražošanas līnijas galvenā attīšana → reljefa iekārta → izlīdzināšanas mašīna → sānu formēšanas mašīna → sildīšanas platforma → AB putu mašīna iesmidzināšana → alumīnija ķēdes plākšņu laminēšanas iekārta → zāģa dēļa nogriešana → krāsošana → iepakošana utt.
3. Reljefu metāla kompozītmateriālu ārējo paneļu ražošanas līnijas galvenie tehniskie parametri
Sienas paneļa specifikācija: A.380 × 16 mm B. (380–500 × (30–40) mm
Ražošanas ātrums: 4-10m/min
Alumīnija sakausējuma dubultā kāpurķēžu garums: 18-24m
Iekārtas kopējā jauda: apmēram 60 kW
Ražošanas līnijas jauda: apmēram 1 000 000 kv.m.

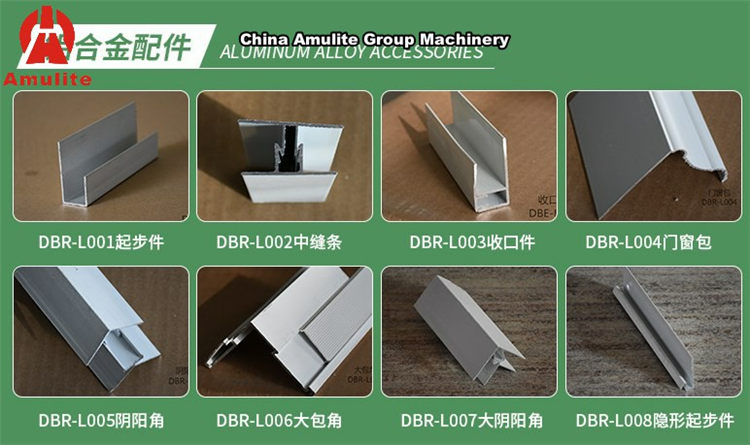
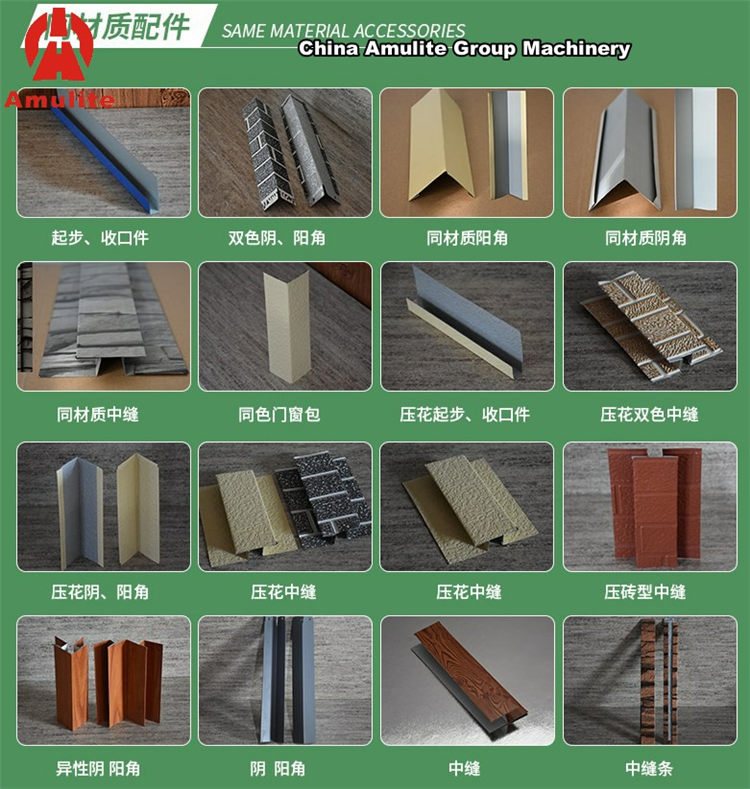
4. Reljefu metāla kompozītmateriālu ārējo paneļu ražošanas līnija Ievads vienības struktūrā un funkcijās
Ⅰ.Attīt
Funkcija: izmanto tērauda spoļu attīšanai un reljefam
Struktūras tips: sekciju tērauda metināšanas rāmis.Sānu nobīde tiek realizēta ar hidraulisko cilindru.Novērst spoles materiāla novirzes.Attīšana pieņem pasīvo tipu.Ir pneimatiskās bremzes spriedzes kontrolei.

Ⅱ.Reljefa mašīna
Funkcija: Atbilstoši dažādiem sienas paneļa modeļiem.Divi pretēji iespiesti metāla rullīši tiek izmantoti dažādu krāsu tērauda raksta presēšanai.
Ⅲ.Putošanas mašīna:
BLC(R) tipa zema spiediena nepārtrauktas putošanas mašīna vai PH(R/F) augstspiediena putošanas iekārta.Izmantojiet 1 sveķu (A) tvertni.1. Cietinātāja (B) tvertne: Abas dozēšanas sūkņa vienības darbina neatkarīgi mainīgas frekvences motori.Dozēšanas sūkņa izejas plūsma tiek kontrolēta, mainot dozēšanas sūkņa ātrumu. Visbeidzot.Sastāvdaļas tiek sajauktas atbilstoši vajadzīgajai attiecībai un vienmērīgi izsmidzinātas starp apakšējām tērauda plāksnēm vai citiem substrātiem.

Ⅳ.Formēšanas mašīna
Funkcija: reljefa krāsainā tērauda forma tika apstrādāta ar vairāku riteņu atlokiem.
Ⅴ.Laminators
Funkcija: pilnīga poliuretāna tiešsaistes putošana un formēšana: ķēdes plāksnes bloks sastāv no piedziņas motora.Ķēdes ritenis.Alumīnija sakausējuma ķēdes plāksne.Tapas vārpsta un rites gultnis.Izmantojot elektriskās sildīšanas caurules sildīšanas metodi: tā var ātri uzsildīt dubultsiksnas mašīnu līdz ražošanai nepieciešamajai temperatūrai. Kad temperatūra sasniedz iepriekš iestatīto vērtību.Elektrisko apkuri var ieslēgt vai izslēgt atbilstoši faktiskajai situācijai.
Ⅵ.Fiksēta garuma zāģmašīna
Funkcija: sazāģēja izveidoto dēli atbilstoši iestatītajam izmēram.
Funkcija: bāze.Fizelāža un augšējais kustīgais rāmis pieņem sekcijas tērauda un plākšņu metināšanas konstrukciju.Savienots ar lineāro virzošo sliedi.Vadošās sliedes montāžas virsma ir pabeigta.Nodrošiniet uzstādīšanas precizitāti;Zāģēšanas motors ir uzstādīts uz augšējā kustīgā rāmja.Kustīgo rāmi darbina motors ar pārnesumu.Sānu kustība: Saspīlēšanas ierīce ir uzstādīta uz korpusa.Tas sastāv no gaisa cilindra un presēšanas bloka; atiestatīšanas ierīce sastāv no cilindra un buferierīces; kad plāksne sasniedz iestatīto garumu.Saspiedes cilindrs nospiež iespīlēšanas bloku uz leju.Un atiestatīšanas cilindrs spiež ķermeni, lai kustētos kopā ar šķīvi;Tajā pašā laikā.Tiek iedarbināts zāģēšanas motors.Un samazināšanas motors virza augšējo kustīgo rāmi, lai tas pārvietotos horizontāli.Lai realizētu plāksnes šķērsvirzienu;Pēc griešanas pabeigšanas.Skavas ierīce ir pacelta.Un atiestatīšanas cilindrs liek ķermenim atgriezties sākotnējā punktā, lai atiestatītu.
5. Reljefu metāla kompozītmateriālu ārējo paneļu ražošanas līnijas automātiskā vadība
Automātiskā vadības sistēma ir sadalīta četrās daļās: attīšanas un iespieduma zonas vadība.Formēšanas un laminēšanas zonas kontrole.Putošanas zonas kontrole un zāģēšanas zonas kontrole.Kopējā jauda ir aptuveni 60KW; Apkures platforma ir aptuveni 30KW.Visa vadības sistēma sastāv no programmējama kontrollera.Testa slēdzis.Delta invertora draiveris un citas sastāvdaļas.Izmantojot skārienekrāna parametru ievadi un pogu sadarbības darbību.Realizējiet ražošanas līnijas automatizēto ražošanu.Tā veiktspēja ir uzticama un stabila.Un darbība ir vienkārša un viegla.